Ranking




Popularna zawartość
Treść z najwyższą reputacją w 2020.03.31 uwzględniając wszystkie działy
-
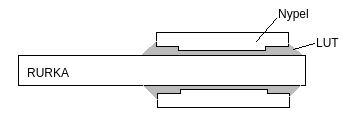
Udało mi się wygospodarować trochę czasu i w końcu po kilku miesiącach odkładania zmontowałem prototyp chłodnicy przeciwbieżnej. Na forum jest spor instrukcji jak wykonać ją samemu, jednakże nie znalazłem nic na temat takiej chłodnicy wykonanej ze stali kwasoodpornej. Zależało mi na chłodnicy z kwasówki, ponieważ chcę ją myć środkami których używam czyli NaOH a następnie coś kwaśnego jak Star-San, kwas ortofosforowy czy też nadoctowy. Miedź nie lubi kontaktu z kwasem. Dzięki @Pan Łyżwa, który oddał mi starą chłodnicą, mogłem wykonać prototyp. Poniższa chłodnica to 8 metrów rurki ze stali kwasoodpornej. Jest wykonana z rurki fi 10, grubość ścianki 0.5 mm. Wg opisu sklepu, gdzie była kupiona jest to stal 316. Powyższą chłodnicę przerobiłem na tą z poniższego zdjęcia. Brakuje jej jeszcze pionowych wsporników, bo się trochę 'buja'. Funkcjonalnie działa i jestem zadowolony. Przy obecnej temperaturze wody w kranie około 10-11 stopni chłodnica obniża temperaturę standardowej brzeczki do 17 stopni w czasie poniżej 15 minut. Ostatnie chłodzenie 23 litrów zajęło mi delikatnie poniżej 15 minut i osiągnąłem temperaturę 17.5 stopnia, jeszcze się jej uczę. Długość rurki wewnątrz wynosi pomiędzy 6.5 a 7 metrów, ponieważ trzeba było obciąć wyprowadzenia, inaczej naciągnięcie węża byłoby niemożliwe. Myślałem, że najtrudniejsze będzie przylutowanie wyprowadzeń, jednakże byłem w błędzie. Najtrudniejsze było naciągnięcie blisko 7 metrów węża, ale na to też mam już sposób. O tym za chwilę. Po zdjęciu pionowych spinek z chłodnicy złożyła się ona w wężownicę bez żadnych odstępów. Wyglądało to tak: Wykonałem klin z drewna zablokowałem i przeciągnąłem spiralę by się rozgięła. Klin u nasady miał około 6.5 centymetra i spowodował powstały odstępy między środkami rurek około 30 mm. Trochę więcej jak ma zewnętrzna średnica węża. Następnie odciąłem końce by uzyskać około 10-12 centymetrów prostych wyprowadzeń. W przypadku jednego końca było łatwo, w przypadku drugiego jest było tam łączenie i wyprowadzenie było trochę za krótkie. Trzeba było użyć trochę siły by to wyprostować. Imadło i drut 8 mm wewnątrz rurki w łatwy sposób pozwoliły mi wyprostować koniec do odpowiedniej długości. Proste wyprowadzenie jest ważne bo na oba końca trzeba zamontować wyprowadzenia. W moim przypadku używam cam-locków, ale śmiało te końcowe złącza można zastąpić króćcami albo szybko-złączkami. Całe wyprowadzenie jak w moim przypadku nie musi być zrobione z kwasówki. Wystarczy tylko ta cześć która ma kontakt z brzeczką. Część doprowadzającą wodę może być z mosiądzu, będzie trochę taniej. Brzeczka wchodzi przez cam-lock po lewej części zdjęcia (ten w osi rurki). Woda która chłodzi wpływa przez cam-lock w dolnej części powyższego zdjęcia. Zakończenie wygląda tak jak na poniższym obrazku: 1) Króciec 1/2'' (w moim przypadku cam-lock) - tędy wpływa i wypływa brzeczka 2) Redukcja 1/2'' GW -> 1/4'' GW (GW - gwint wewnętrzny) 3) Nypel pełny 1/4'' 4) Redukcja 1/4'' GW -> 1/2'' GZ (GZ - gwint zewnętrzny) 5) Trójnik 1/2'' 6) Króciec 1/2'' (u mnie to cam-lock) - tędy wpływa i wypływa woda. 7) Nypel dwustrony, może to być również nypel jednostronny. Miałem akurat taki po budowaniu kociołka go go użyłem. Wąż - jest to wąż 8 ) Wąż chłodniczy gumowy - 3/4''. Wewnątrz ma 19 mm, na zewnątrz 27 mm. Wytrzymuje 120 stopni. 9) Rurka chłodnicy (tutaj dla wizualizacji). Cała trudność polega jedynie na przylutowaniu nypla (3) do rurki (9). Cała reszta będzie wyprowadzenia będzie opierała się właśnie na tym małym nyplu. Stal kwasoodporną można lutować. By takie łączenie nadawało się do spożywki to musi to być lut twardy z dużą zawartością srebra. Ja użyłem spoiwa Ag45SnU oraz topnika Amasan HS. Oraz prostego palnika na kartusze propan butan. Lutowanie jest względnie łatwe. Tutaj macie tutorial. jest co prawda dla rurek miedzianych, ale dokładnie tak samo wygląda to dla stali kwasoodpornej. Trochę dłużej się grzeje. Poglądowy schemat wygląda tak: Rurka musi trochę wystawać, tę część po lutowaniu trzeba będzie zeszlifować na płasko. Delikatną trudność może sprawić przygotowanie nypla. Ponieważ nypel 1/4'' ma wewnątrz 9.6 mm, a rurka 10. Musiałem to przewiercić wiertłem 10. Dodatkowo by lut dobrze wniknął z obu stron zrobiłem otwór wiertłem 11. Miałem możliwość użycia wiertarki kolumnowej i trwało to krótko. Nypel po przewierceniu wchodził luźno. Kilka uwag. Zarówno nypel jak i rurka muszą być wyczyszczone przed lutowaniem oraz odtłuszczone. Do wyczyszczenia użyłem drobnego papieru ściernego a jako odtłuszczacza alkoholu IPA. Nie przesadzajcie też z ilością topnika, jego wystarczy bardzo cienka warstwa. Są też spoiwa od razu w otoczce, która jest topnikiem. Probowałem i łatwiej i estetyczniej wychodziło mi użycie gołego lutu z niewielką ilością topnika. Nie przesadzaj też z lutem, jego potrzeba niewiele, dosłownie kilka centymetrów na stornę. Jak Ci wypłynie na gwint to łatwiej jest obciąć i dolutować nowy jak doczyścić zabrudzony spoiwem. Po lutowaniu cały nypel i cześć rurki są osmalone. To się łątwo czyści drobnym papierem ściernym i polerką. Tak wyglądał nypel po lutowaniu i przetarciu na szybko. Górna część rurki i wnętrze gwintu jest jeszcze osmalone. Wiertarka z drobną ściernicą wyczyściła to bardzo dokładnie. Efekt po lutowaniu i rozgięciu rurek, jeszcze przed czyszczeniem, wyglądał tak: Na taką wężownicę trzeba nawinąć wąż. Ten jest dość elastyczny jednakże przy tylu zwojach i dość wąskiej średnicy opory dały znać już na drugim okrążeniu. Rozwiązanie problemu było dość proste. Wąż trzeba było rozwinąć by był w osi z jednym z wyprowadzeń. Następnie jedną ręką powoli naciągać wąż a drugą ciągle trząchać w górę i dół. W ten sposób wąż niejako 'latał' i nie stykał się ze ściankami wężownicy. To pozwoliło w pół godziny naciągnąć go do końca. Na sam koniec zostało skręcenie wyprowadzenia. Efekt wygląda tak: Nypel jest dokładnie pomiędzy dwiema redukcjami (2) i (4). Jako uszczelnienia użyłem taśmy teflonowej. Jak będę to w przyszłości rozbierał to teflonu użyję tylko od strony elementów (1) i (2). Od strony wody użyję albo sznurka teflonowego (podobno lepszy) albo po prostu pakuł i pasty. Po pierwszym skręceniu i próbach ciśnieniowych miałem drobne wycieki od strony wody i to na obu końcach. Dopiero grubsza warstwa teflonu pozwoliła mi uzyskać szczelność. Ile to kosztowało. Nie będę ukrywał, że trochę więcej jak wymiennik. Policzę tak, że chłodnica która będzie przerabia jest nowa i kupiona w sklepie, oraz że macie pakiet Smart (bez kosztów przesyłek). Jako zakończenia króćce. Wszystkie wyprowadzenia ze stali nierdzewnej. Da się to kupić u jednego sprzedawcy. Chłodnica ~170zł (musi to byś spirala, rurka 10 mm, grubość ścianki 0.5mm) 4 króćce - 8 zł sztuka = 32zł 2 trójniki - 10 zł sztuka = 20 zł 2 x redukcja 1/2'' GW -> 1/4'' GW - 8 zł - 12 zł 2 x redukcja 1/4'' GW -> 1/2'' GZ - 5 zł sztuka = 10 zł 2 x nypel dwustronny - 6 zł sztuka = 12zł 7 metrów węża chłodniczego - 11 zł metr = 77 zł Taśma teflonowa 3 zł 2 x opaska ślimakowa - 2 zł sztuka - 4 zł Topnik Amasan HS - 17 zł Jeden lut twardy 50 cm Ag-45 1,5 mm (goły) - 17 zł Palnik z kartuszem 60 zł Polerka na wiertarkę i czyściwo ~15 zł Łącznie trzeba wydać około 450 zł przy założeniu, że kupujesz nową chłodnicę. Przyda się też dostęp do wiertarki kolumnowej (lub jeszcze lepiej jak ktoś ma możliwość to tokarki). Prawdopodobnie jak się dobrze unieruchomi nypel to i ręczną wiertarką da się powoli przewiercić. Tam nie musi być super precyzja bo lut i tak zakryje wszystkie niedoskonałości. Wiertło nie może brać zbyt agresywnie i małe obroty. Po co to zrobiłem? Troszeczkę z nudów (no i @Wajcha już się niecierpliwił ) ale głównie dlatego, że nie lubię myć wymiennika. Na to schodzi zbyt dużo czasu. Po serii piw ciemnych wiem, że nie sposób domyć wymiennika w stopniu w jakim sobie życzę. Wymiennik zalewam rozcieńczonym skażonym alkoholem. Mimo tego, że myję go bardzo dokładnie, to każdorazowo jak wylewam roztwór po ciemnych piwach, to ten jest zawsze zabarwiony. Zatem coś ciągle jest w zakamarkach. Żeby nie było, bardzo lubię wymiennik za jego skuteczność. Zimą trzeba uważać, aby nie przechłodzić brzeczki. W 10 minut brzeczka jest schłodzona. Do tego zużywa bardzo mało wody, ale jak już powiedziałem, jego mycie zajmuje mi więcej jak umycie reszty sprzętu. Też nie używam kwaśnych środków, bo jest lutowany miedzią. Chłodnica przeciwbieżna jest wypadkową miedzy wydajnością a wygodą stosowania. Ma mniejszą powierzchnię wymiany i grubszą ściankę, przez co jest mniej skuteczna, ale skuteczniejsza jak zanurzeniowa. Jej największą zaletą jest łatwość w utrzymaniu czystości. Chociaż łatwiej umyć chłodnicę zanurzeniową w zmywarce. Chłodnica przeciwbieżna nie ma też problemów z przytykaniem, co kilka razy zdarzyło mi się na początku przygody z wymiennikiem. Jeżeli podobają Ci się wpisy tego typu i masz chwilę czasu to zerknij poniżej:
 7 punktów
7 punktów -
Hejka przedstawiam wam moją szczotkę obrotową do mycia butelek Jako ze mycie butelek jest dla mnie najgorsza czynnością podczas produkcji piwa, postanowiłem nieco usprawnić technologie mycia butelek. Początkowo stosowałem specjalna dysze do przepychania rur którą podłączałem do myjki ciśnieniowej , ale niestety butelki nie zawsze dokładnie chciały się umyć z nalotów osadów jakie pozostawały. Prawie wszystko wykonałem z jakiś odpadkowych szpargałów os napędowa wykonana jest z rurki kwasoodpornej 10mm nie miałem nic o mniejszej średnicy optimum było by jakieś 5mm. Tuleja chowająca szczotkę obrotową z rurki aluminiowej 14mm dwa niewielkie kawałki rurki mosiężnej i miedzianej, do tego trochę żyłki budowlanej 1mm i żyłka do podkaszarki 1,6mm i panewka prowadząca os obrotowa wykonana z prowadnicy sprężyny od karabinka pneumatycznego Całość oczywiście dopasowałem i poskładałem, największym wyznaniem było zaciśniecie żyłek w tulei, do tego posłużyła mi prasa hydrauliczna do zaprasowywania przewodów hydraulicznych wysokiego ciśnienia. Teraz wystarczy tylko namoczyć butelki następnie schować szczotkę w tulei prowadzącej wsadzić tuleje do butelki wysunąć szczotkę i włączyć wiertarkę. Siła odśrodkowa powoduje rozchylanie się włosków żyłek i mycie ścianek butelki. Środkowe włoski wykonane są z grubszej żyłki to po to żeby nadmiernie się one nie rozchylały podczas obrotu i żeby myły dno butelki
1 punkt
-
OSTRY DYŻUR - wątek TYLKO dla potrzebujących pilnej pomocy !
Jedrek Kowalski przyznał(a) reputację Jancewicz za temat
Eee, no co ty. Siara powinna się zredukować.1 punkt -

OSTRY DYŻUR - wątek TYLKO dla potrzebujących pilnej pomocy !
Jedrek Kowalski przyznał(a) reputację x1d za temat
Skoro siarka, to drożdże pracują. Na przyszłość: brzeczkę można rozcieńczać, jeżeli zbyt odparuje.1 punkt -

OSTRY DYŻUR - wątek TYLKO dla potrzebujących pilnej pomocy !
Jedrek Kowalski przyznał(a) reputację mkrawc za temat
Nie oceniaj smaku piwa podczas fermentacji, tym bardziej po zapachu. Daj mu czas, wylać zawsze zdążysz. A co do koloru i gęstości, to może nie będzie to stylowy blonde, co nie znaczy że będzie niedobry. Bądź dobrej myśli i kontroluj temperaturę bo przy 21Blg może mocno podskoczyć.1 punkt -
https://beerandbrewing.com/porter-the-polish-way/ Dalsza część wypowiedzi Wojtka Fronczyka. Lepiej tu wytłumaczył sposób takiego zacierania. W takim przypadku trzeba się liczyć jednak z długim przetrzymywaniem przedniej brzeczki z pierwszego zacierania powyżej 70 °C a przy zbyt wysokiej temperaturze tego etapu powodującym nadmierną karmelizacją brzeczki nieodpowiedną dla niektórych styli oraz stratami lekkiej brzeczki z drugiego zacierania. Przepis chyba historyczny ale brak źródeł.1 punkt
-
#1 Seria artykułów o banku drożdży piwowarskich. Czyli o tym jak przechowywać drożdże płynne przez długie miesiące. #2 Woda w piwowarstwie domowym. Zrozumiesz co oznacza alkaliczność, twardość, pH. Jakie minerały są używane do modyfikacji wody. #3 Prosty sposób na odzyskanie drożdży z niepasteryzowanego piwa. #4 Wysycenie piwa, zarówno w butelce jak i w kegu. Wyjaśniam jak to działa, jak wyliczyć ilość cukru do refermentacji, jakie ciśnienie ustawić na reduktorze. #5 Jak działa próba jodowa i kiedy jest sens ją wykonywać. #6 Piwa belgijskie bez cukru kandyzowanego sporo tracą, dlatego przedstawiam przepis jak taki cukier wykonać. #7 Jakie enzymy scukrzające działają podczas zacierania. #8 Rehydracja drożdży, temperatura ma znaczenie. #9 Mały test środków dezynfekujących na Brettanomyces #10 DIY: Mieszadło magnetyczne dla majsterkowiczów niedzielnych. #11 DIY: Tanie i dość wydajne chłodzenie brzeczki latem #12 Kilka ciekawostek #13 Nie samym piwem człowiek żyje, chmieloniada na gorące dni. #14 Spontaniczny wpis o namnażaniu drożdży. #15 Kilka słów o przechowywaniu gęstwy #16 [DIY] Chłodnica przeciwbieżna ze starej chłodnicy zanurzeniowej.1 punkt
-
Irlandia: https://www.geterbrewed.ie/ https://www.thehomebrewcompany.ie/ W obu kupuje tyle, że z wyspy. Koszty wysyłki do Polski można znaleźć na stronach.1 punkt
-
https://www.themaltmiller.co.uk Mają bardzo duży wybór drożdży, przesyłka droga ale bez przesady.1 punkt



















Ten Ranking jest ustawiony na Warszawa/GMT+02:00